
未焊透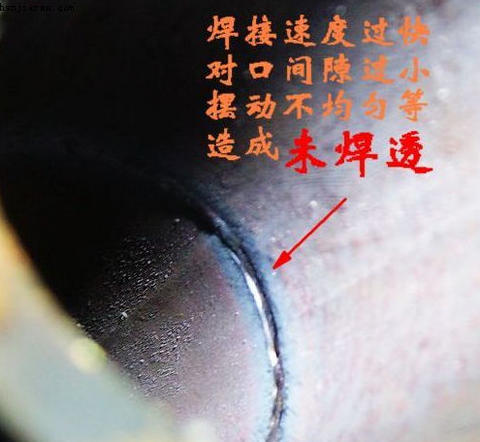
未焊透产生的原因主要有:坡口角度小,根部间隙过窄或钝边过厚,焊接规范选择不当电流过小、线能量小、焊接速度过快等。
1、冷裂纹
冷裂纹的特征:
多出现在焊道与母材熔合线附近的热影响区中,多为穿晶裂纹。
冷裂纹无氧化色彩。
冷裂纹发生于或,高的含碳量和合金含量。
冷裂纹具有延迟性质,主要是延迟裂纹。
冷裂纹产生原因
(和热影响区及熔合区)的淬火倾向严重,产生淬火组织,导致接头性能脆化。
含氢量较高,并聚集在处形成大量氢分子,造成非常大的局部压力,使接头脆化;磷含量过高同样产生冷裂纹。
存在较大的拉应力。因氢的扩散需要时间,所以冷裂纹在焊后需延迟一段时间才出现。由于是氢所诱发的,也叫氢致裂纹。
防止冷裂纹的措施
选用碱性或,减少金属中氢的含量,提高金属塑性。
要烘干,焊缝及附近母材要去油、水、除锈,减少氢的来源。
工件焊前预热,焊后缓冷(大部分材料的温度可查表),可降低焊后冷却速度,避免产生淬硬组织,并可减少焊接。
采取减小焊接应力的工艺措施,如对称焊,小线能量的多层多道焊等,焊后进行清除应力的。
焊后立即进行去氢(后热)处理,加热到250℃,保温2~6h,使焊缝金属中的散氢逸出金属表面。
2、热裂纹(又称结晶裂纹)
热裂纹的特征:
热裂纹可发生在焊缝区或热影响区,沿焊缝长度方向分布。
热裂纹的微观特征是沿晶界开裂,所以又称晶间裂纹。因热裂纹在高温下形成,有氧化色彩。
焊后立即可见。
热裂纹产生原因。
焊缝金属的晶界上存在低熔点共晶体(含硫、磷、铜等杂质)。
接头中存在拉应力。
防止措施
选用适宜的,严格控制有害杂质碳、硫、磷的含量。fe和fes易形成低熔点共晶,其熔点为988℃,很容易产生热裂纹。
严格控制焊缝截面形状,避免突高,扁平过渡。
缩小结晶温度范围,改善焊缝组织,细化焊缝晶粒,提高塑性减少。
确定合理的参数,减缓焊缝的冷却速度,以减小焊接应力。如采用小线能量,焊前预热,合理的焊缝布置等。
冷缩孔:
产生原因:
(1)由于钝边薄,间隙大,击穿熔孔尺寸大。
(2)由于焊接电流过大击穿焊接时电弧燃烧,加热时间过长,造成熔池温度增高,溶池体积增大,液态金属因自身重力作用下坠而形成烛瘤,焊瘤大多存在于平焊、立焊速度过慢等。
防止措施:
为防止冷缩孔的产生,主要应从操作工艺上采取措施,在更换焊条灭弧前应在原熔池上或池背面连续点弧二、三次,以填充满熔池,然后将电弧向坡口面一侧后拉,逐渐衰减灭弧,这样可稍微提高熔池及周围的温度,减缓冷却速度,从而防止冷缩孔产生。
1、产生咬边的概念:
这类缺陷属于的外部缺陷。在母体与熔合线附近因为熔化过强也会造成熔敷金属与母体金属的过渡区形成凹陷,即是咬边。
根据咬边处于的上下面,可分为外咬边(在开口大的一面)和内咬边(在底部一面)。咬边也可以说是沿焊缝边缘低于母材表面的凹槽状缺陷。
2、产生原因:
(1)主要是焊接电流过大,过长,远条角度不适当等。
(2)运条时,在焊缝两侧停顿时间短,未能填满熔池,横焊时在上面停顿的时间过长,以及运条、操作不正确也会造成咬边。
(3)气焊时火焰能率过大,焊嘴倾斜角度不当,焊炬和摆动不适当等。
3、防止措施
(1)选择适宜的焊接电源、运条角度、进行短弧操作。
(2)摆动至坡口边缘,稍作稳弧停顿,操作应熟练、平稳。
(3)气焊火焰能率要适当,焊炬和的角度及摆动要适宜。
焊接气孔产生的主要原因:
1、电弧焊接中所产生的气体里含有过量的氢气及一氧化碳所造成的; 2、母材钢材中含硫量过多;
3、焊剂的性质和烘赔温度不够高;
4、焊接部位冷却速度过快;
5、焊接区域有油污、油漆、铁锈、水或镀锌层等造成;
6、空气中潮气太大、有风;
7、电弧发生偏吹。
更多信息:
请进入法钢特种钢材有限公司凯发体育官网-凯发体育入口新闻资讯
耐磨钢板切割下料
jfe耐磨钢板
迪林格耐磨钢板
耐磨钢板焊接