
日本jfe钢铁公司控制技术的发展方向
1前言
钢铁业已经进入了多品种、小批量的生产时代,向客户提供多样性要求的高质量产品变得越来越重要。在这种情况下,迫切需要提高检测、控制技术以保证产品内外质量和稳定生产,迫切需要提高生产计划、物流计划编制技术以缩短生产周期,保证产品按时送达到客户。本文对jfe钢铁公司控制技术的发展、进步做简要介绍。
2控制技术的发展趋势和技术动向
在控制技术方面,以鲁棒性控制理论为代表的最新控制理论和fan(模糊控制、人工智能控制、神经元网络控制)等基础技术的实际应用机遇大大增加。相应的设计、解析软件水平提高,成为这些理论和技术应用的有力工具。实际生产采用先进控制技术已经成为钢铁生产发展的趋势。
jfe钢铁公司历经10年的大型设备建设已经告一段落,目前的工作重点是使现有设备稳定运转并生产出高质量的产品,以及根据客户需求的新产品开发的高效率化,并且在产品生产中实现节能减排。为此必须对控制技术进行开发。该公司控制技术经过10年的发展已经突破了原有的应用范围,在所有领域得到扩大应用。这些控制技术扩大应用的领域包括产品性能在线测定、由对个别生产工序控制扩大到对生产全工序的连贯控制、操作、设备异常现象预报技术等等。此外,由于操作数据库充实和pc计算速度提高,使高精度统计模型技术得到积极利用。
3控制技术
3.1控制技术开发的方向性变化
在进行生产过程控制技术的开发时,首先要制作描述控制对象动态特性的模型,然后根据要求的控制特性进行控制设计。过去有报告报道了对连铸结晶器钢液面高度控制和热轧带钢精轧张力活套控制的研究情况。这些控制根据控制对象的物理现象制作成控制模型构架,为了进行控制系统设计需要高精度求出模型参数。在钢铁生产中存在着不能直接测定的参数,所以会产生模型与实际工艺不一致的现象。在这种差异存在的情况下,仍可实现要求特性的控制系统的设计理论是鲁棒性控制理论。
另一方面,鲁棒性控制理论也指出,控制对象存在不确
定性时,控制性能是有界限的。这就是说,在控制对象不确定性很大的情况下,利用控制理论建立新的控制系统也不能获得期望的性能。因此,虽然在20世纪80-90年代控制理论在钢铁生产的应用十分活跃,但到了21世纪初控制理论在钢铁生产中的应用处于停滞状态。其原因就是上述的鲁棒性控制理论指出的控制性能局限性。为了突破控制理论应用的停滞状态,jfe钢铁公司扩大了控制技术的应用范围,并且在更大的范围内进行控制技术的开发。图1是jfe钢铁公司在各个方面扩大应用控制技术的情况。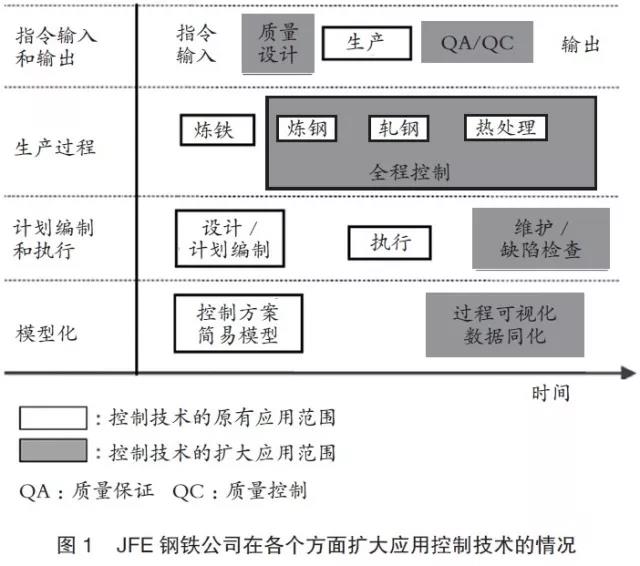
3.2控制技术开发的拓展
传统控制系统中的控制量(要控制的物理量)是轧材的尺寸形状、温度、张力、钢液面高度等可以在线精确测定的量。对产品的力学性能进行在线连续稳定测量则有很大困难。但产品力学性能是产品质量控制的重要项目,是控制技术应处理的控制量。此外,在上游工序也有应进行管理和控制的参量,但这些参量也很难直接测定。图2汇总了各控制项目可视性容易实现的程度。为了处理难于直接测定的控制量,采用软测量技术(sof t sensing)来推定难测定控制量。软测量技术是由推定控制量的模型和软测量仪表组成的系统技术,该技术将软测量仪表测定值作为输入值输入到推定控制量的模型,推定出不能直接测定的控制量值。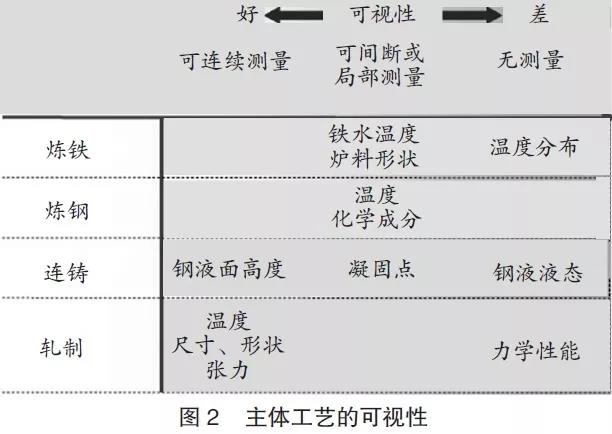
采用软测量技术控制钢的性能时,首先要根据钢的成分、轧制条件、冷却条件推定钢的性能模型,得到钢成分的分析值后,利用该模型求出获得要求性能的轧制条件和冷却条件,进行前馈控制。图3是jfe钢铁公司厚钢板性能控制的示意图。该模型也适用于决定各工序的工艺条件。
过去产品制造工艺由具有丰富工艺知识和产品知识的设计者进行设计确定,采用上述厚板性能控制模型,可以使工艺设计更加精确。
连铸结晶器内驻波推定是采用软测量技术的另一个例子。过去对钢液液面高度控制时,通过对钢液扰动的观察推定流入/流出结晶器的钢水量,并通过流入流出量的平衡,防止钢液面高度的变化。由于结晶器内发生自激振荡引起的钢液波动飞溅,使钢液面产生驻波振动。驻波引起的钢液面变动,不是钢水大量流动造成的,所以利用滑动水口操作控制驻波振动会使钢液面不稳定,效果反而更不好。但仅利用钢液面高度测定值不能区分驻波引起的钢液面变动和其他因素引起的钢液面变动,以便对液面进行控制。所以说,过去并没有切实有效的钢液面控制方法。
jfe钢铁公司开发的钢液面控制系统,从液面测定值中剔除驻波成分,将剔除驻波成分的信号用于液面控制。这种控制方法没有促进驻波的发展,提高了钢液面控制水平,降低了钢液面的波动,提高了连铸坯的质量。
有些工艺只能观察到其内部的有限区域。软测量技术对于这类工艺的可视化也十分有效。以高炉为例,利用数据同化方法将模型与局部测量信息结合起来,可以推定高炉内的整体状况。
3.2.1利用作业数据的模型化技术
为了提高控制精度,在作业中进行实时控制的同时,作业前操作参数初始设定的设定控制也十分重要。jfe钢铁公司构建了基于精细轧制理论的设定控制模型。事前高精度设定操作条件非常重要,但有时仅利用物理模型不能达到要求的高精度设定。
在物理模型不能获得足够控制精度时,采用了统计模型。jfe 钢铁公司曾开发出的神经元网络模型就是一种统计模型。由于该模型难于对输入、输出数据间的非线性特性进行适当调整,所以该模型开发后几乎没有得到实际应用。为此,jfe 钢铁公司采用jit(justin-time)模型,使过去开发的神经元网络模型得到应用。
jit模型最初的设想来源于东京大学木村英纪教授关于轧制设定模型的讲座。该模型每次都对存储的操作数据中的过去事例和将要设定条件的类似度进行评价,并对类似度高的事例给予较大加权,以此来更新操作数据库,使模型保持高精度,并可用于非线性问题。jit模型的应用范围很广,有产品性能控制模型、热精轧负荷模型、厚钢板宽度控制模型、操作者操作模型等。
3.2.2由单一工序控制转变为全工序连贯性控制
jfe 钢铁公司在钢铁生产的每个工序都分别建立了控制系统,使控制量达到目标值。由于钢铁产品是经过许多工序制造成的,所以对这些工序进行连贯性管理和控制可以进一步提高产品的质量。
前述的厚板性能控制系统,就是基于上述思路建立起来的。厚板性能控制系统根据炼钢工序的作业结果,调整轧制条件,在全工序上对产品性能进行控制,制造出高性能产品。
此外,如果对各个工序的操作数据同时进行监测,就可以早期发现导致产品质量异常的原因。但相应的数据非常庞大,传统控制方法难于胜任。为此,jfe 钢铁公司开发出运用多变量统计性工艺控制技术(mspc)的薄钢板质量操作控制系统。mspc技术对主要成分进行分析并计算出若干个统计量。对这些统计量进行检测,提高了生产中异常现象的检出能力并进行高效率控制。薄钢板质量操作控制系统是对炼钢、轧制、退火等工序进行自动化连贯控制的系统,促进了产品质量的稳定化。
3.2.3设备和操作故障预兆检出
设备和操作故障使产品质量下降,并导致延迟交货。早期或事前检出设备和操作故障预兆,就可以抑制故障的发生。为此jfe 钢铁公司着力对故障预兆检出传感器和检出系统进行了开发。jfe钢铁公司开发的连续退火炉带钢断带预报技术采用了正准相关分析的统计方法。采用该方法不仅得出操作变量间的关系, 而且得出操作变量在长度方向上的关系,提高了对这些变量偏离值的检出能力,从而提高了设备和操作故障预兆检出能力。
焦炉操作时,要根据原料成分、干馏条件和炉壁状况,调整出焦时的推焦力。极端情况下,一般的焦炉设备会出现焦炭推不出去的现象,导致作业事故的发生。为防止这种现象的发生,jfe 钢铁公司开发出焦炭推出性预报模型。该模型运用统计方法根据焦炉作业数据库,选定模型变量,得出可实用的焦炭推出性预报公式。
更多信息:
请进入法钢凯发体育官网-凯发体育入口新闻资讯
jfe耐磨钢板
迪林格耐磨钢板